Ramps-1.4.2-master 源代码
发表评论

前一段看到LV8729的驱动板了,土豪朋当时是149一个买的
昨天打印机的E1驱动板坏了,drv8825的,换上了A4988用,觉得浑身不自在
在某宝上看到这个土豪的驱动板,有爱心人士做了爱心价,于是买了6个
打算把两个打印机全换上
| 电流值(A) | VREF(V) | |
| 0.20 | 0.22 | |
| 0.30 | 0.33 | |
| 0.40 | 0.44 | |
| 0.50 | 0.55 | |
| 0.60 | 0.66 | |
| 0.70 | 0.77 | |
| 0.80 | 0.88 | |
| 0.90 | 0.99 | |
| 1.00 | 1.1 | 默认 |
| 1.10 | 1.21 | |
| 1.20 | 1.32 | |
| 1.30 | 1.43 | |
| 1.40 | 1.54 | |
| 1.50 | 1.65 | |
| 1.60 | 1.76 | |
| 1.70 | 1.87 | |
| 1.80 | 1.98 | |
| 1.90 | 2.09 | |
| 2.00 | 2.2 |

特别注意:测量电压的时候千万要小心,不要短路到不该碰到的接点,很可能会造成4988烧毁!!!
特别注意:4988的输出电流,超过1安培的话,必须加装散热片。 超过1.5安培,需要再加风扇。 就算有安装散热片、风扇,输出电流也不应超过2安培。 否则有烧毁的危险。
根据Pololu产品网页上的说明,一般步进马达使用4988驱动时,步进马达实际测量到的电流,大约是4988输出电流上限的0.7倍。 所以需要设定的电流输出上限,会是马达标定的额定电流除以0.7。
4988输出电流上限的计算公式: I=Vref / 8 * Rs
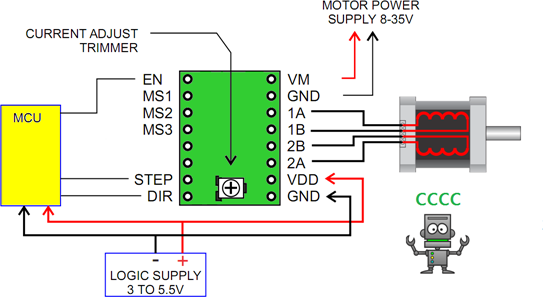
Vref是参考电压,利用可变电阻设计出可以调整Vref的电路,让使用者能够自行调整输出电流上限。
Rs是参考电阻。 目前市面上买的到的4988模组,参考电组有三种,要自己看一下。 Pololu厂商设计的电路,Rs是0.05欧姆;StepStick(Open Source Project)所公布的电路,有0.2及0.1欧姆两种规格。 使用的是SMD 电阻,”R050″代表0.05欧姆;”R200″,代表0.2欧姆;”R10″,代表0.1欧姆。 ( SMD晶片电阻阻值标示方法 )
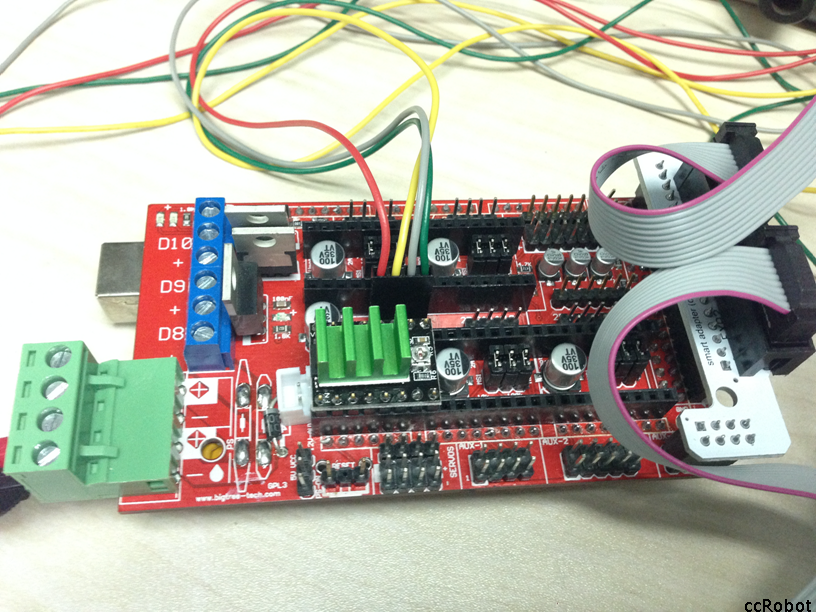
位置如图:
参考电压测量方式
可变电阻的金属螺丝头,就是Vref的测量点,用三用点表的正极做测量。 接地点在图中最右下角的pin针,旁边的丝印记号有标注”GND”。
举例说明
如果你买到的步进马达,额订电流是1.5安培,那4988输出电流上限会是1.5/0.7 = 2.14 安培。
然后再查看4988模组上的Rs,如果是0.2欧姆,那你需要把Vref调整成(1.5/0.7)*8*0.2 = 3.43 伏特。
参考电压速查表
编按: Vref受到控制板上分压电路的限制,不一定能调整出表列的电压。
Rs = 0.2 Ω
| 马达额订电流(A) | 4988输出电流上限(A) | Rs(Ω) | 4988参考电压Vref应设定成(V) |
| 2 | 2.86 | 0.2 | 4.57 |
| 1.9 | 2.71 | 0.2 | 4.34 |
| 1.8 | 2.57 | 0.2 | 4.11 |
| 1.7 | 2.43 | 0.2 | 3.89 |
| 1.6 | 2.29 | 0.2 | 3.66 |
| 1.5 | 2.14 | 0.2 | 3.43 |
| 1.4 | 2.00 | 0.2 | 3.20 |
| 1.3 | 1.86 | 0.2 | 2.97 |
| 1.2 | 1.71 | 0.2 | 2.74 |
| 1.1 | 1.57 | 0.2 | 2.51 |
| 1 | 1.43 | 0.2 | 2.29 |
| 0.9 | 1.29 | 0.2 | 2.06 |
| 0.8 | 1.14 | 0.2 | 1.83 |
| 0.7 | 1.00 | 0.2 | 1.60 |
| 0.6 | 0.86 | 0.2 | 1.37 |
| 0.5 | 0.71 | 0.2 | 1.14 |
| 0.4 | 0.57 | 0.2 | 0.91 |
| 0.3 | 0.43 | 0.2 | 0.69 |
| 0.2 | 0.29 | 0.2 | 0.46 |
| 0.1 | 0.14 | 0.2 | 0.23 |
Rs = 0.1 Ω
| 马达额订电流(A) | 4988输出电流上限(A) | Rs(Ω) | 4988参考电压Vref应设定成(V) |
| 2 | 2.86 | 0.1 | 2.29 |
| 1.9 | 2.71 | 0.1 | 2.17 |
| 1.8 | 2.57 | 0.1 | 2.06 |
| 1.7 | 2.43 | 0.1 | 1.94 |
| 1.6 | 2.29 | 0.1 | 1.83 |
| 1.5 | 2.14 | 0.1 | 1.71 |
| 1.4 | 2.00 | 0.1 | 1.60 |
| 1.3 | 1.86 | 0.1 | 1.49 |
| 1.2 | 1.71 | 0.1 | 1.37 |
| 1.1 | 1.57 | 0.1 | 1.26 |
| 1 | 1.43 | 0.1 | 1.14 |
| 0.9 | 1.29 | 0.1 | 1.03 |
| 0.8 | 1.14 | 0.1 | 0.91 |
| 0.7 | 1.00 | 0.1 | 0.80 |
| 0.6 | 0.86 | 0.1 | 0.69 |
| 0.5 | 0.71 | 0.1 | 0.57 |
| 0.4 | 0.57 | 0.1 | 0.46 |
| 0.3 | 0.43 | 0.1 | 0.34 |
| 0.2 | 0.29 | 0.1 | 0.23 |
| 0.1 | 0.14 | 0.1 | 0.11 |
Rs = 0.05 Ω
| 马达额订电流(A) | 4988输出电流上限(A) | Rs(Ω) | 4988参考电压Vref应设定成(V) |
| 2 | 2.86 | 0.05 | 1.14 |
| 1.9 | 2.71 | 0.05 | 1.09 |
| 1.8 | 2.57 | 0.05 | 1.03 |
| 1.7 | 2.43 | 0.05 | 0.97 |
| 1.6 | 2.29 | 0.05 | 0.91 |
| 1.5 | 2.14 | 0.05 | 0.86 |
| 1.4 | 2.00 | 0.05 | 0.80 |
| 1.3 | 1.86 | 0.05 | 0.74 |
| 1.2 | 1.71 | 0.05 | 0.69 |
| 1.1 | 1.57 | 0.05 | 0.63 |
| 1 | 1.43 | 0.05 | 0.57 |
| 0.9 | 1.29 | 0.05 | 0.51 |
| 0.8 | 1.14 | 0.05 | 0.46 |
| 0.7 | 1.00 | 0.05 | 0.40 |
| 0.6 | 0.86 | 0.05 | 0.34 |
| 0.5 | 0.71 | 0.05 | 0.29 |
| 0.4 | 0.57 | 0.05 | 0.23 |
| 0.3 | 0.43 | 0.05 | 0.17 |
| 0.2 | 0.29 | 0.05 | 0.11 |
| 0.1 | 0.14 | 0.05 | 0.06 |
参考资料
http://www.eng.utah.edu/~cs5789/handouts/a4988_DMOS_microstepping_driver_with_translator.pdf
http://reprap.org/wiki/StepStick
http://reprap.org/wiki/Sanguinololu
http://www.pololu.com/product/1182
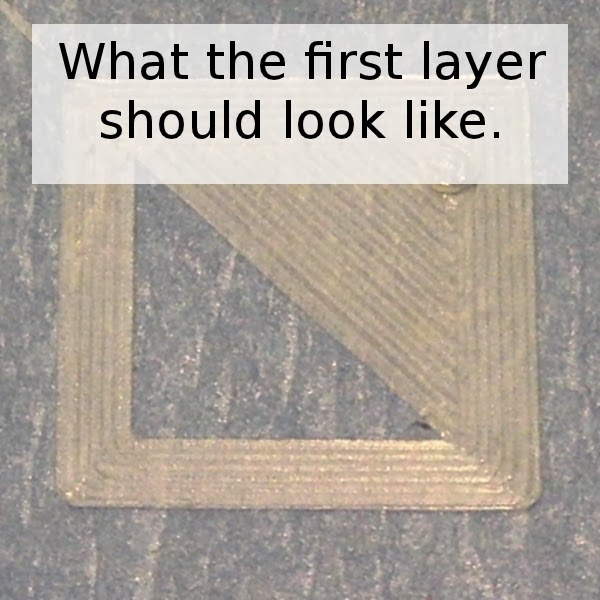
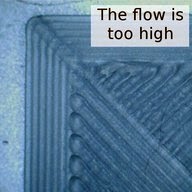
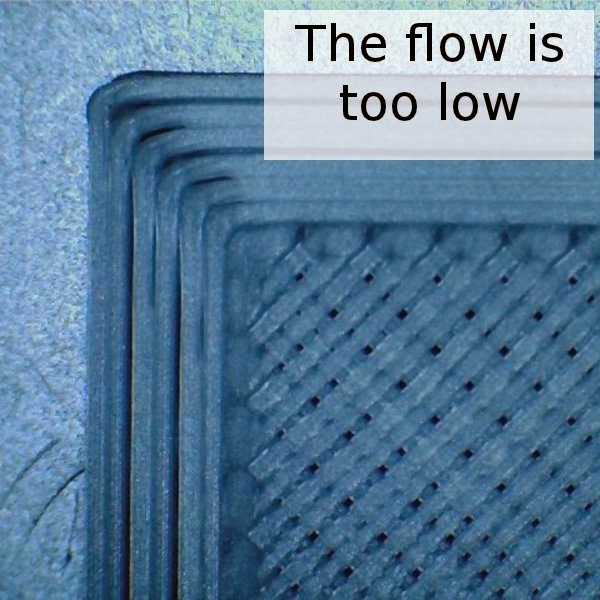
最容易觀察出擠料量是否正確的地方,是模型得平面封頂。如果擠料量越正確,應該可以擠出越平滑的頂面。擠料量太少,會出現縫隙,擠料量太多,會向上溢出,一樣不平整。
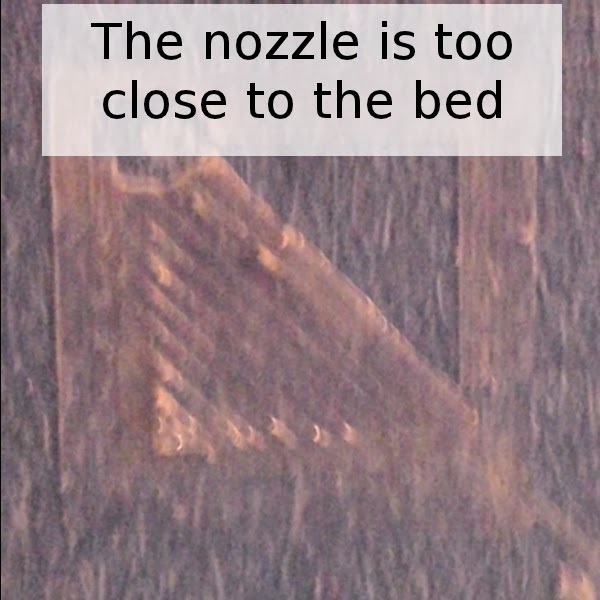
另一個值得一提的是,就算擠料量正確了,在列印最底層時,擠出頭跟列印台之間的距離誤差,會嚴重影響第一層列印的平整度。擠出頭太高,會使線與線之間出現縫隙,甚至直線本身就出現抖動的現象;太低的話,塑料會向上溢出,甚至是根本擠不出料來。
綜合上面提及的各種問題,這邊設計了一個校正擠料量的測試流程給大家參考。
1. 列印測試薄片
2. 觀察薄片封頂狀況
3. 調整列印時的擠出量,再重複列印薄片
4. 重複先前步驟,當封頂表現符合期待,把當時需要加減的百分比,套用至Marlin韌體內的擠出軸steps per unit參數。
5.校正平台對擠出頭之間的距離